News&Blogs
Manufacturers that run injection molding, extrusion, or recycling lines face the same recurring problem: getting the right material, at the right ratio, into the machine — reliably, repeatedly, and with audit-ready proof. Traditional central feeding systems and newer automatic feeding solutions both move material; but when precision, traceability and fast changeovers matter, an automatic weighing & metering system becomes the control layer that turns bulk handling into consistent production output.
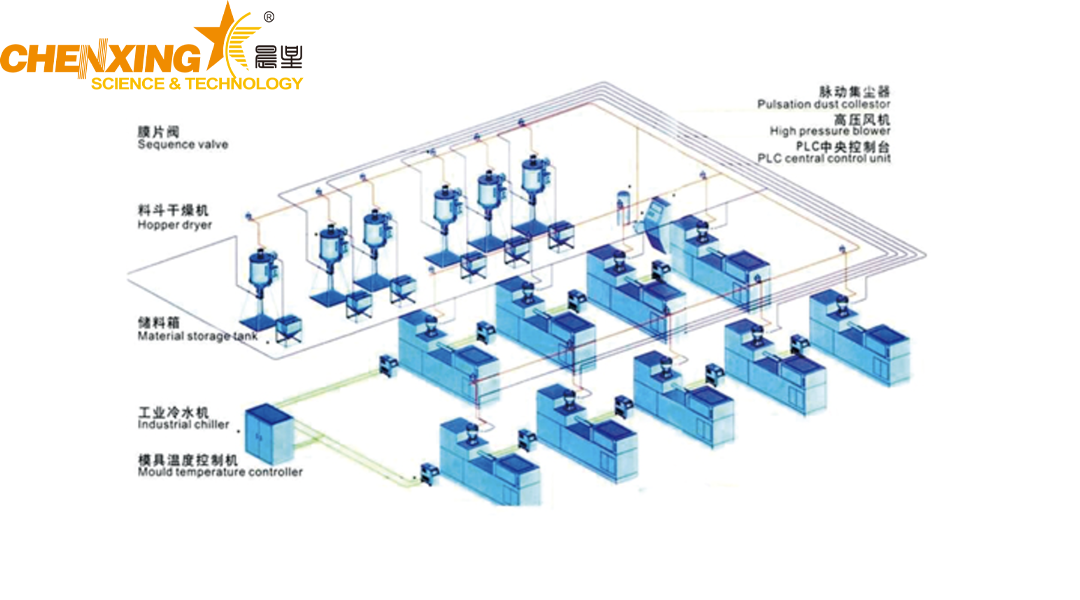
The uploaded technical note describes two distinct approaches:
Central feeding (central material distribution) uses vacuum transport to pull resin from storage silos to a centralized dehumidifying/drying station, then distributes dried material to individual machines through a pipe network. This design emphasizes continuous drying, pipe cleaning cycles and dust filtration to keep material dry and consistent.
Automatic feeding works by cycling a pneumatic feed (using short bursts of vacuum/air flow), often with a single motor serving multiple lines through directional valves. Material is transported in pulses to local hoppers and dosing points; control logic coordinates which line receives material and when, enabling flexible, energy-efficient operation.
Both models aim to prevent re-moistening, avoid blockages and remove dust — but they differ in topology and the level of local control. The central system centralizes drying and filtration; automatic feeding decentralizes the transport pulses while still leveraging central drying when required.
Moving material is one thing. Measuring it accurately and controlling the flow are another. Automatic weighing & metering systems fill that gap and bring four immediate benefits:
Gravimetric accuracy (batch and continuous): Built-in load cells or weigh hoppers measure material mass in real time so batches hit recipe targets without guesswork.
Traceability & audit trails: Each batch can store time-stamped weight, lot number, operator and material source — crucial for quality control and compliance.
3.Repeatable changeovers: Recipe-driven dosing reduces manual adjustments when switching grades, colors or part families — shortening downtime and lowering scrap.
4.Material savings: Precise metering reduces giveaway (overdose) and rework, improving margin on commodity resins.
In other words: feeding provides the supply; weighing & metering ensures the right amount reaches the machine at the right time.
A modern system designed for integration into central or automatic feeding architectures should include these functions:
Weigh hoppers with load-cell feedback: Fast, accurate mass measurement for both batch dosing and continuous loss-in-weight control (without specifying model parameters).
Recipe management and version control: Save formulae (ratios, tolerances) and enforce role-based approvals to guarantee process discipline.
Proportioning and blending logic: Combine virgin resin, regrind and additives in precise ratios, with multi-stage coarse/fine dosing control.
Auto-tare and self-calibration: Reduce operator intervention and ensure stability after long idle times or line changeover.
Dust-tolerant, IP-rated components: Sealed load-cell enclosures and filtered vents for dusty or humid environments.
PLC/SCADA / MES connectivity: Push batch data to ERP or quality systems and accept upstream commands (start/stop/changeover).
Alarms & interlocks: Automatic rejection, hold or purge when weights deviate from tolerances or when hopper bridging occurs.
Together these capabilities convert material handling into a predictable, auditable manufacturing input.
The uploaded document emphasizes the role of central drying (dehumidifying) and vacuum transport in maintaining material quality during transfer. An automatic weighing & metering system integrates with that infrastructure in three useful ways:
Upstream drying consistency: Weighing systems expect consistent feed density and moisture. Pairing with central dehumidifying ensures the material arriving to the weigh hopper behaves predictably.
Pulsed transport compatibility: Automatic feeding often uses valves and motor cycles to share a single vacuum pump among lines. Weighing software can coordinate with valve states to prevent over-filling during transport pulses and to confirm material arrival before dosing.
Auto-clean cycles and pipe purge verification: Central systems that perform pipeline cleaning between transfers benefit from weight confirmation — the weigh system records "no fill" events and enforces purge sequences, reducing cross-contamination risks.
In short: central drying keeps material dry; automatic feeding moves it flexibly; weighing & metering makes sure the right mass is delivered and logged.

Faster, lower-risk changeovers. When a line must switch from a pelletized resin to a dusty regrind or a colored compound, operators rely on recipe recall and the weigh system’s auto-tare to avoid manual recalculations. That reduces trial-and-error runs and scrap.
Less manual inventory loss. Accurate metering avoids chronic overfeeding, cutting resin giveaway that quietly erodes margins.
Better quality records for audits. Batch-by-batch weight logs simplify root-cause work and customer traceability.
Cleaner operation with fewer clogs. Integrated interlocks (weigh ↔ feed ↔ purge) reduce the need for emergency line cleaning and the downtime that follows.
These outcomes are repeatedly reported by processors that move from manual or volumetric feeding to closed-loop gravimetric control.
Use this short checklist when specifying a system:
Material profile: Will you handle pellets, powders, flakes, or blends? Ask how the vendor handles bridging, segregation and hygroscopic feedstocks.
Batch vs. continuous need: Do you require intermittent batch dosing, continuous loss-in-weight control, or both.
Recipe & access control: Ensure the system supports locked recipe libraries and permissioned edits.
Integration requirements: Confirm native connectivity to your PLC/MES/WMS and AGV or central vacuum control.
Environmental tolerance: Look for IP-rated enclosures and sealed load cells if dust or humidity is present.
Service & calibration: Verify on-site calibration schedules, remote diagnostic options, and spare parts availability.
Experience: Proven projects show that pairing central drying with automatic feeding and gravimetric metering reduces out-of-spec parts and material waste (the technical differences between central and automatic feeding are summarized in the attached document)
Expertise: Automated weighing requires application know-how — correct scale geometry, vibration filtration, and software tuning — to be accurate on dusty or pulsing lines. That expertise is what separates simple scales from production-grade metering systems.
Authoritativeness: Look for suppliers who publish technical usage guides, run material trials, and provide FAT/SAT protocols that align with your plant’s SOPs.
Trustworthiness: Request audit logs, test certificates for load cells, and a clear service contract — these are the documents that protect you when uptime or product compliance matters.
Q: Can automatic weighing be retrofitted to my existing central feeding or automatic feeding network?
A: Yes. Most systems are modular: you can add weigh hoppers, load cells and local control cabinets that communicate with existing PLCs. The tricky part is mechanical: get a vendor to model the hopper geometry and to perform material trials.
Q: Do weighing systems handle both powders and pellets?
A: Modern systems include anti-bridging designs and multi-mode feeding logic, but you should validate with a sample test — powders require different feed control strategies than pellets.
Q: How is accuracy maintained when an AGV docks and the docking motion causes vibration?
A: Production-grade weigh systems employ vibration filtering, stabilization delays, or docking clamps that isolate the scale during measurement.
Q: What documentation should I insist on?
A: FAT/SAT protocols, calibration reports for load cells, software validation, and a clear maintenance schedule.
Material audit: Provide vendor with representative samples and duty cycles.
Pilot trial: Run a small-scale line or a full FAT with your materials to confirm accuracy and anti-bridging logic.
Integration run: Test PLC/MES messaging, recipe downloads, and AGV docking scenarios.
Operator training & SOPs: Train teams on exception handling (bridging, under/overweight) and maintenance.
Tune & ramp: Start with conservative tolerances, monitor performance and tighten setpoints as stability proves out.
If you’re evaluating upgrades or planning a new modular unloading/feeding project, consider a material trial: send a sample, and ask the supplier to run it on a demo weigh hopper under representative pulsed-vacuum conditions. The proof is in the data — repeatable weight traces and clean batch reports mean predictable production.
Learn more about automatic weighing & metering and request a live demonstration at: www.chenxingmachinery.com — our engineering team can run material trials, supply FAT documentation and help design the weighing layer that turns your modular feeding into a production-grade system.



























